What Is Flux Core Welding?
Flux core welding is a wire feed welding process which is known for its speed and ease of operation. The acronym for this welding process is FCAW - Flux Core Arc Welding.

Wire feed welding has become the standard in the welding industry, and with the availability of smaller diameter wires and less expensive welding machines the wire feed process is now common in small shops, farms, ranches, and home shops.
Flux core welding uses a continuous tubular wire that surrounds an inner core of flux.
Compounds added
to this flux determine the characteristics of the arc and weld buildup.
During the weld, these compounds clean oxides from the surface of the metal, helping the molten puddle to flow out. They also lift oxygen, nitrogen, and other impurities from the molten filler metal, producing a clean weld deposit.
As the molten flux cools, it forms a protective slag covering over the hot weld bead. In any type of welding, the metal needs to be shielded so that it doesn't come in contact with oxygen and nitrogen in the surrounding air.
Flux core welding shields the metal in 2 different ways, depending on the type of flux core wire.
- Self shielded.
- Gas shielded.
Both are really like 2 different welding processes.
Self Shielding Wires Explained (FCAW-S):
The weld puddle is shielded by gases created from the burning flux with self shielding wires. These wires typically require less voltage, can be used over a wide range of metal thicknesses, and deliver a moderate deposit rate.
Self shielded flux core wires provide a wire feed process that's relatively mobile. It can be used outside of a shop for structural, general fabrication, and repair.
Self shielded flux core welding is the best type of welding to learn for beginners because it's extremely versatile for an entry level welding process.
Gas Shielded Flux Core Wires Explained (FCAW-G):
The compounds in the flux of the gas shielded flux core welding wire do not produce the gases necessary to protect the molten metal from contacting the surrounding air so an external shielding gas is needed.
These wires generally
require a higher voltage, are considered most efficient on thicker metals, and
provide high deposit rates. Because of the external shielding gas, these wires
are used inside of a shop or in some confined area for heavy fabrication and
equipment repair.
Both self shielding and gas shielding wires have the potential to produce strong welds. there are differences between the 2, both in set up and welding technique. So let's start with self-shielded flux core arc welding.
Self Shielded Flux Core Wire Welding:
Self shielded flux core wires were originally developed as an alternative to shielded metal arc welding, (which is with a stick rod).
With higher deposit rates, wire feed is more efficient. It's also easier to use, especially for beginners.
In electric arc welding, the distance between the
electrode and the metal, called the arc gap, is extremely important...

Any change
in the length in the arc will effect the amount of heat at the weld.

With the wire feed processes, when the voltage and wire speed are set properly, the welding machine automatically maintains a uniform arc, even with slight variations in the position of the wire feed gun.
You can run a weld bead the very first time you pull the trigger, but there is a little more to joining metal than just squirting wire.
While the equipment does feed wire and maintain the arc, the welder still needs to control the position of the wire feed gun, the direction of travel, and the travel speed. There's also metal preparation and joint fit up.
To use wire feed effectively requires the physical ability to control the wire feed gun, along with a basic understanding of the equipment and welding wires.
Wire Feed Set Up:
A standard setup for the self shielded flux core welding wires consists of a power source, a wire feed unit, a gun assembly, and a ground clamp.



Smaller wire feed machines up to 200 amps will generally have the power source and wire feed unit combined.
In the welding industry where more powerful equipment is used, the wire feed may be separate from the power source.
Wire feed welding machines may look different depending on the size and brand name, but they all do the same thing: feed wire and regulate current. So basically, they all have the same parts.
Self shielded flux core wires are typically used with a constant voltage direct current power source: CV/DC.
Alternating current from the wall outlet is transformed into direct current to the electrode, which is the welding wire.

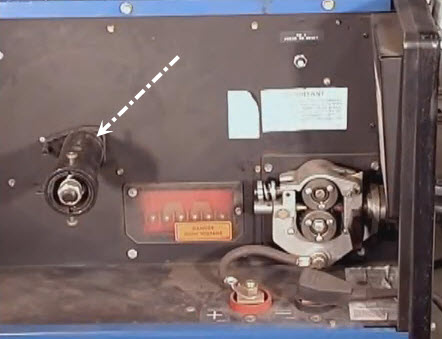
The direction of flow, referred to as polarity, is determined by how the leads are connected to the terminals on the wire feed or flux core welding machine.
For direct current electrode negative, or DC-, the lead to the wire gun feed is attached to the negative terminal and the ground clamp is attached to the positive.
- DC - : In theory, negative electrons flow from the welding wire, striking the base metal, and forming the mold puddle quickly. Electrode negative is generally associated with lower voltage requirements and faster travels speeds.
- DC + :With direct current electrode positive, or DC+, the lead to the wire gun feed
is attached to the positive terminal and the ground to the negative. Current
flows from the metal to the wire. The mold weld puddle is formed by hot gas
surrounding the arc. Electrode positive generally requires higher voltage
settings and slower travels speeds.
Self shielded flux core wires are developed to run on a
specific polarity. Some use electrode negative. Others use electrode positive.
It is important to set up the equipment for the polarity of the wire you're
using.

Constant Voltage Versus Constant Current:
Wire feed also uses a Constant Voltage (CV) power source. This is different from stick rod welding machine, which uses a Constant Current (CC) power source.
During the weld, either the voltage or the amperage is always changing to maintain the arc. In wire feed welding, this mainly happens when the gun is held closer or further from the metal.
With CV power sources, the voltage is set while the amperage varies to provide the current necessary to burn off the wire and maintain the arc.
Constant voltage power sources stabilize quickly, maintaining a uniform arc length and allowing the drive rolls to feed the wire at a constant speed.
In some situations, a Constant Current power source can be used. One with a voltage sensing wire feed unit. With a constant current power source, the amperage is set and remains fairly constant, while the voltage varies to maintain the arc.
Special wire feeder units, often referred to as suitcase models, are designed to sense the voltage changes and vary the wire speed to maintain a uniform arc length.
Voltage sensing wires feed units are typically used and work best with bigger welding machines and larger diameter wires.
Wire Feed Setup:

The wire feeder unit, itself either constant speed or voltage sending, is fairly simple. There's a spindle to hold the roll of wire with a catch that's inserted into a hole in the back of the spool.
The spring-loaded nut at the end of the spindle should be tightened just enough so the spool stops when the drive roll stops and it doesn't continue from momentum.
Drive rolls are designed to match the diameter of the wire indicated on the side of the rolls.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The gun assembly contains a liner for the welding wire, a lead supplying current to the contact tip, and control wires attached to the gun trigger.
At the end of the gun, there's an adapter, contact tip, and a thread cover to protect the threads on the adapter. The contact tip is the last part of the welding machine's electrical system that energizes the wire. Tips are available with different size openings and for good contact, you want the tip to match the diameter of the wire.

To load the wire, knot the rolls so the wire comes off relatively straight through a guide that keeps it centered in the groove on the drive rolls and into a steel liner inside the gun assembly.

Before you close the drive roll, make sure the wire is centered on the groove and tightened just enough to keep the wire from slipping. Flux core wires, which are relatively soft, can be deformed if the drive rolls are over tightened.
With the spool loaded, lower the hood, turn the machine on, straighten the lead up a little, and pull the trigger.
Flux Core Welding Tip: There is a very close tolerance between the
opening and the contact tip and the wire diameter. You may want the contact tip
removed until the wire is all the way through. Then reinstall all it, and
you're ready to weld.
Maintenance = Good Welds!
Now, part of wire feed welding and flux core welding is maintaining the equipment to make the wire feeding smoothly. It is very difficult to make a good weld when the wire is coming out in spurts.
Wire Feed Welding Tip: Even though the wire looks clean, it does cause dust from the shop to gum up the liner. Installing a wiper with solvent made especially for welding wire helps keep everything operating smoothly.
During flux core welding, small bits of hot metal, called weld spatter, fly out of the puddle. Depending on how clean the metal is and the position of the weld, globs of spatter may stick to the end of the contact tip.

Occasionally check the tip and scrape off any buildup. Wire can also burn back and stick at the tip, so it's a good idea to keep a few extra contact tips on hand.
Wire feeding machines are well built and in most cases feeding problems are not equipment failure but rather some kind of contamination. Either dust from the shop or weld spatter. Take the time to keep the machine clean and the wire feeding smoothly.
Flux Core Wire Classifcations:
Since the 1980's, once self shielded flux core welding became popular, new wires have been developed to make this process more versatile and easier to use.
Welding wires are classified by the properties of the finished weld. For example:
E71T-11
- E = Electrode.
- 7 = The weld metal has a 70,000 pounds per square inch tensile strength. Tensile strength is the force it takes to pull it apart.
- 1 = The wire can be used for welding in all positions: flat, horizontal, vertical, and overhead. A 0 like in an E70T-4 means the wire was designed for welding in a flat position only or for a horizontal fillet.
- T = Tubular, indicating it is a cored wire.
- The last number refers to the characteristics of the arc and the properties of the weld. Depending on the type of flux, self-shielded wires can provide deep penetration or buildup more weld. Some are limited to single pass only. Others can be multi-pass for larger welds.
Keep in mind, most wires were designed for industry where welds are often made in the same position or specific mechanical properties are required.
- E70T-3 and E70T-10 are high-speed, single pass wires.
- E70T-4 and E70T-7 are multi-pass
wires with high deposit rates.
- E70T-6 and E71T-8 are multi-pass, deep penetrating wires that meet the impact requirements for welding structural steel in seismic zones.
- E71T-GS is for general-purpose fabrication and repair in all positions. It is often used with a lower voltage, hobbyist type of wire feed machines. These are recommended for single pass flux core welding with limits on the amount of weld buildup.
- E70T-11 is one of the most commonly used self-shielded wires and can be multi-pass but is often limited to a weld buildup of 3 quarters of an inch.
- E71T-11 gives you a smooth
arc and spray metal transfer and the wires provide good weld fusion and are
very easy to use in any welding position. It is the wire I use and recommend frequently.

Wire Diameter Guide:
The diameter of the wire is selected for the amount of filler metal deposit and in some cases, the size of the welding machine.
In the welding industry, larger diameter wires provide maximum weld deposits in the flat position. Smaller wires are used for vertical and overhead welds, depending on the thickness of the metal.
For general purpose flux core welding, when you're working with different metal thicknesses in different welding positions, it's more of a compromise.
- .030 diameter wire works well for the thinner gauge metals.
- .035 is used
when the metal is mainly a quarter of an inch or less. Both of these are
commonly used with a smaller wire feed machines.
- .045 and larger wires are used
for metal that is a quarter of an inch and thicker.
These are generalizations.
If you can handle more metal, try a larger diameter wire. If you're doing a lot
of vertical and overhead, you can always use a smaller wire for less weld
deposit and better control.
Some wires,
even in the same classification, may be easier to use than others. If you seem
to be having a problem, you may want to try a different brand of wire.
Okay, now that you've set your wire feed flux core welding machine up with E71T-11 all positions
self shielded flux core welding wire, get covered up, put on your welding helmet, and start welding!
Recommended:
Get Steve Bliele's Flux Core Welding DVD that covers all this information and much much more. You'll learn everything you need to know and much more guaranteed. I know Steve and he is a gracious, giving, and an expert welder. You'll learn about self-shielding and gas-shielding wires, how to create a good welds, and much more...It's the best DVD guide on the market for this welding process, and over four thousand institutions world wide use his DVD's in their courses.





Welding Plans:

New! Welding Table
New! Log Splitter
Top Projects:
